

めっき初級編
めっきの概要
「めっき」とは・・・
少ない資源で、効率よく
素材にさまざまな特性を付与する表面薄膜のこと。


めっきの分類
| 水溶液を使う湿式めっき | |
|---|---|
電気めっき(電解めっき)コミヤテクノのめっきはコレ!! |
無電解めっき(化学めっき) |
| 水溶液を使わない乾式めっき | |
|---|---|
真空めっき・真空蒸着 |
溶融めっき・鉄上の溶融亜鉛めっき |
めっきの条件
- めっきするためには、「めっき条件」を設定する必要があります

- めっき液の種類、槽形状、極間距離、製品の形状
などによって、最適条件はその都度変わります。 - 製品の面積を求める
- 10,000mm²を1dm²平方デシメートルといいます。
めっき業界で主に使われる面積の単位です。
略して「デシ」となどと言われます。
めっきの条件を決める際、表面積はdm²dで表現します。 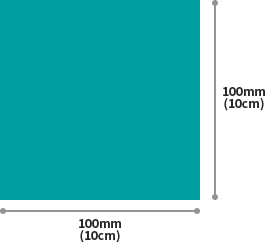
- 100mm×100mm=10,000mm²
=1dm²(平方デシメートル) ※裏面、厚みは無視した場合 - 電流値を求める
- めっきするためには、電流値の設定が不可欠です。
それは、表面積に、電流密度をかけることで求められます。 
電流密度は、A/1dm²と表現します。
文献や教科書には、Ampere Square dm²を略して「ASD」と表現しているものもあります
亜鉛めっき
亜鉛めっきの種類
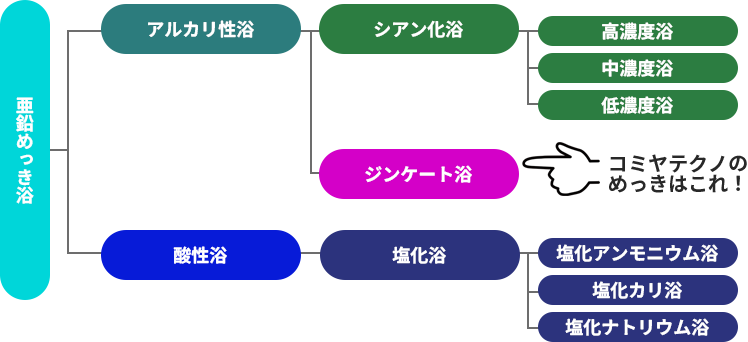
ジンケート浴
ジンケート浴の特徴
-
メリット
- ・浴組成が単純
- ・亜鉛濃度が低く、中和処理だけで亜鉛が沈降処理できる
- ・シアン化浴からの転換が可能
同じ設備が使用できる
-
デメリット
- ・シアン化浴の様な洗浄性がなし
- ・不純物に敏感(純度の高い薬品が必要)
不純物の影響と除去方法
| 不純物 | 現象 | 除去方法 |
|---|---|---|
| 6価クロム | 1)全体的な光沢低下 2)高電流密度部分無光沢 |
1)ハイドロサルファイトナトリウムを添加し 一昼夜放置(応急処置) ※くみ出し以外に有効な方法なし |
| 銅 | 1)低電流密度部分黒色化、未析出 2)被覆力低下 3)均一電着性の低下 |
亜鉛未処理 |
| 鉄 | 1)低電流密度部分黒色化 2)二次加工性低下 3)密着性低下 4)曇り発生 |
亜鉛未処理 |
| 有機物油分 浮遊物 |
1)めっき中に油分付着 2)ざらの発生 |
1)ろ過による除去 2)活性炭、プレコート除去 |
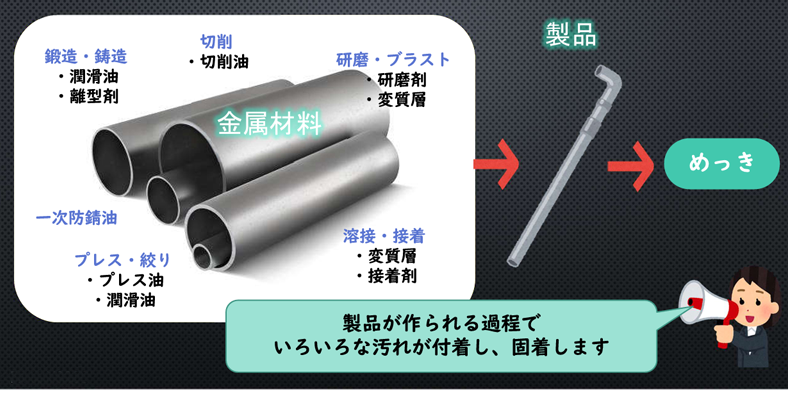
めっきの工程
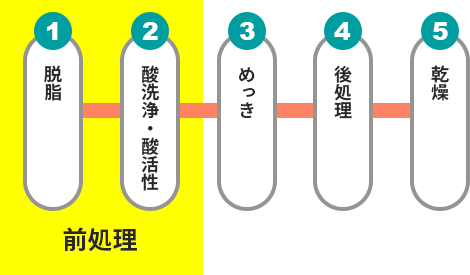
- めっき前の工程を「前処理」といい、めっきをする上では、この工程がとても重要です。
前処理の「脱脂」「酸洗浄・酸活性工程」について詳しくみてみよう
めっきの前処理
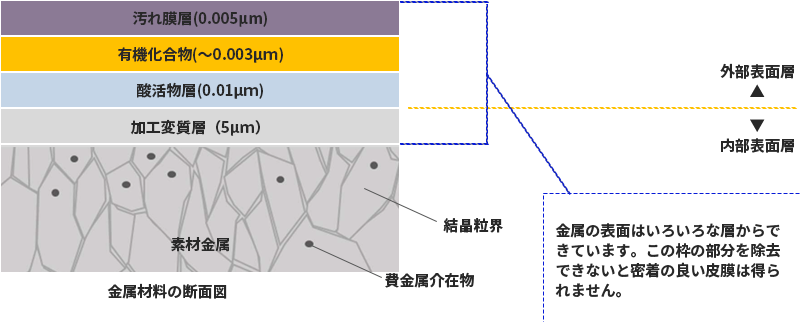

- 各種油・油脂


- 脱脂

- 酸化膜・加工変質層
- 酸洗浄・酸活性
完全に除去できないと
密着不良、ふくれ、ピット、しみ、光沢不良につながる


-
- 予備脱脂頑固に固着した油脂などをあらかじめ除去する予備的な洗浄作業

- 浸漬脱脂界面活性剤を天下した浴に浸漬して油を取り除く
- 電解脱脂電気分解の原理を使い、陽極で酸素、陰極で水素が発生することを利用して、
強制的に汚れをはがす

-
- 酸洗浄さび、スケールなどの金属酸化物を除去
- 酸活性前加工で形成された薄い酸化皮膜を除去し、表面を活性な状態にする
めっきの不具合
密着不良(はがれ・ふくれ)

素材に上記のような汚れが残っている状態でめっきすると…
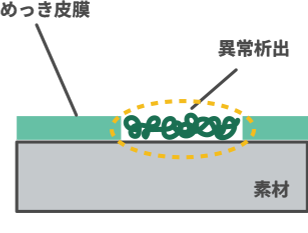
異常なめっき皮膜が析出
この箇所は、素材とに密着が悪いため時間の経過とともに、はがれやふくれの原因となり得る
遺物付着
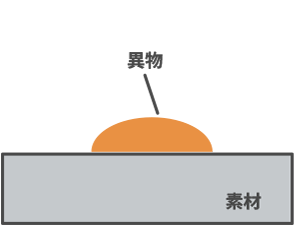
素材に異物が付着したまま
めっきすると…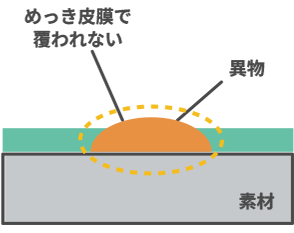
異物付着部分を避けて、めっき析出
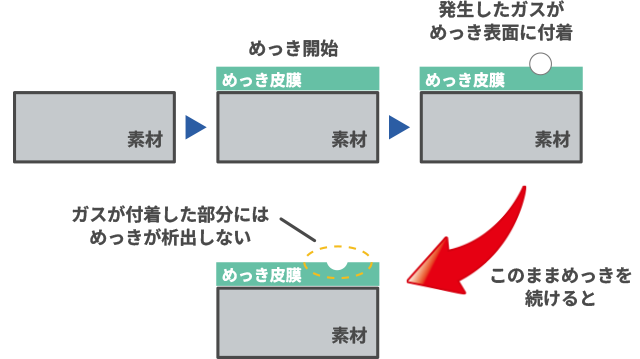
ピット
JIS(日本工業規格)表記
鉄鋼上に、電気光沢亜鉛めっき5μm、光沢クロメートを施す場合の表記のしかた
※使用環境は通常の屋外といとする
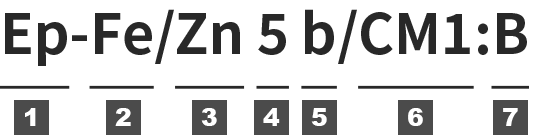
| 電気めっき Ep、無電解めっき ELp | |
| 鉄鋼 Fe、銅・銅合金 Cu、亜鉛合金 Zn アルミニウム・アルミニウム合金 Al マグネシウム・マグネシウム合金 Mg プラスチック PL、セラミックス CE |
|
| ニッケル Ni、クロム Cr、銅Cu、亜鉛 Zn、金 Au、 銀 Ag、錫 Sn、工業クロムICr |
|
| 0.1、5、10、20、40 | |
| 光沢 b、半光沢 s、二層ニッケル d、三層ニッケル t | |
| 光沢クロメート CM1、有色クロメート CM2 | |
| 腐食性の強い屋外 A、通常の屋外 B 湿気の高い屋内 C、通常の屋内 D |
![]()